《计算机辅助设计与图形学学报》2001年11月第13卷第11期——《三角片离散法实现数控铣床加工仿真》。
三轴数控铣床加工有以下特点:
- 只有毛坯的上表面才是加工表面;
- 平行于刀轴的一条直线对与加工的毛坯的上表面的交点有且仅有一个(对于有通孔的零件也可以补上一张假想平面,使得毛坯上表面连续);
- 毛坯的上表面是通过每一点的不同高度来表达加工零件的表面形状。
因此,采用最简单的三角片离散法:将上表面离散为均匀点阵,再将这些点阵连接为三角片矩阵。程序运行时,不断地按照刀具路径修改上表面点阵的高度,再进行真实感渲染,就可以达到实时显示加工过程的效果。
图(7)是一个鼠标精加工的例子。该加工程序是一个鼠标精加工的走刀路径,一共有13768条直线指令。为了更好地理解该方法,现在选择毛坯的表面点阵密度较小,图(8)为线框图,图(9)为真实感图。当提高点阵密度时,效果会大大提高,见图(10)。

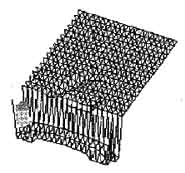


加工后的点阵中各点的横纵坐标值在加工期间不会改变,因此这些点仍然呈均匀分布。在加工过程中改变的仅是各点的高度值,因此相邻点间的不同高度值就体现了小区域内的形状特征。
通过一定的搜索和比较就能进行加工误差测量。例如,对平面度的测量,可以先给定一加工误差,搜索被鼠标点中的三角形邻近的点;当被搜索点的高度与指定的高度相差在误差范围内时,继续搜索,直到找到一个最大闭区域为止。其它误差的测量均可根据其特点和要求采取不同的搜索方式。